goods elevator manufacturers
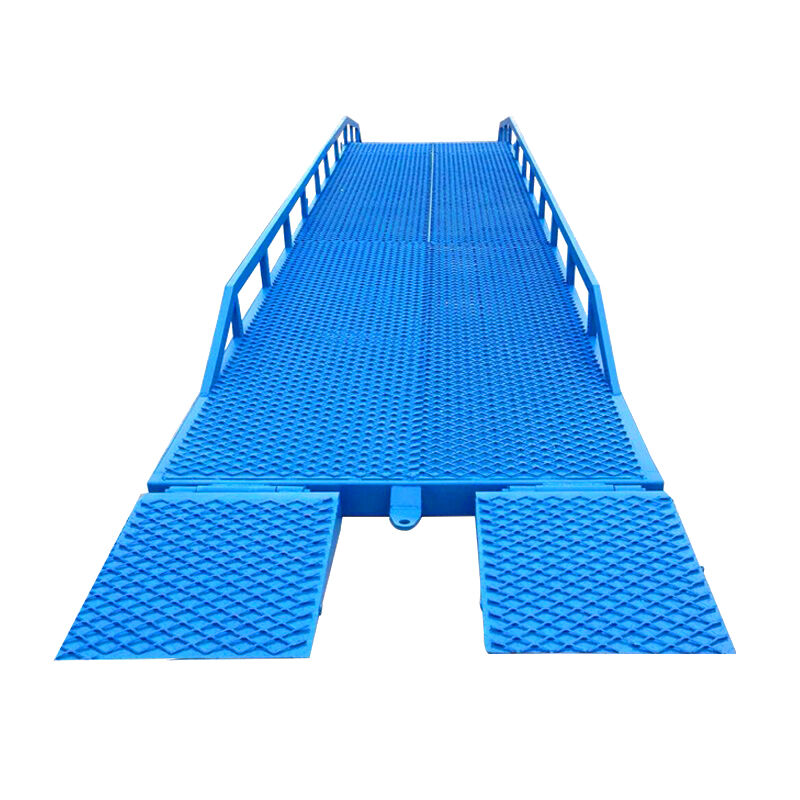
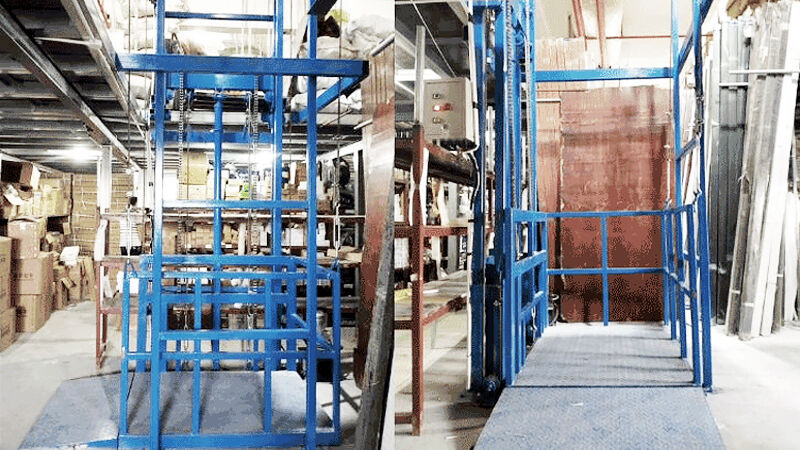
Goods elevator manufacturers represent a specialized sector within the vertical transportation industry, focusing on the design, production, and installation of freight elevators specifically engineered for transporting materials, products, and heavy loads between different floors of commercial and industrial buildings. These manufacturers combine decades of engineering expertise with cutting-edge technology to create robust, reliable lifting solutions that meet the demanding requirements of warehouses, factories, distribution centers, retail establishments, and multi-story commercial facilities. The primary function of goods elevator manufacturers extends beyond simple equipment production to encompass comprehensive service offerings including consultation, custom design, installation, maintenance, and modernization services. Their elevators feature advanced safety systems, including emergency braking mechanisms, overload protection, door sensors, and backup power systems that ensure secure operation even during power outages. Technologically, leading goods elevator manufacturers incorporate smart control systems with programmable logic controllers, variable frequency drives for smooth operation, and energy-efficient motors that reduce operational costs. Modern freight elevators manufactured by these companies utilize sophisticated hydraulic or traction systems, depending on building requirements and load specifications. Applications span across diverse industries including manufacturing plants where raw materials and finished products require vertical transportation, retail environments for stock movement between storage and sales floors, healthcare facilities for medical equipment and supply transport, and construction sites for material handling. These manufacturers also serve the automotive industry, food processing facilities, and logistics centers where efficient vertical goods movement directly impacts operational productivity. The versatility of goods elevator manufacturers enables them to create customized solutions ranging from simple platform lifts for light materials to heavy-duty industrial elevators capable of handling multi-ton loads, ensuring that every client receives equipment perfectly matched to their operational needs and building specifications.